





Shot Peening Glossary
Learn more about the shot peening process with this glossary of commonly used terms.

Grit Blasting Glossary
Learn more about the grit blasting process with this glossary of commonly used terms.

Thermal Spraying Glossary
Learn more about the thermal spray process with this glossary of commonly used terms.

Waterjet Cleaning Glossary
Learn more about the waterjet cleaning process with this glossary of commonly used terms.

Custom Automation Glossary
Learn more about custom automation solutions with this glossary of commonly used terms.

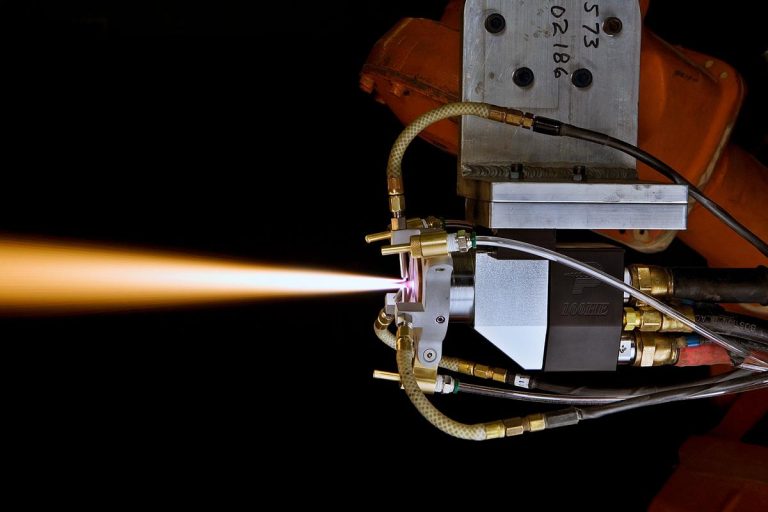
The 100HE® Plasma Torch – a technical solution to thermal barrier coatings
Whether the issues are high temperature (TBC ceramics, super alloys and carbides), component clearance control (abradables), or corrosion resistance the industry is solving these problems ...

Innovative Machine Solutions for Complex Aerostructures
New commercial aircraft designs are providing additional challenges for component manufacturers and processers. With the rising price of fuel, airline operators have been pushing aircraft ...
100HE® Suspension Plasma Spray (SPS) and Solution Precursor Plasma Spray (SPPS) application development
A new breed of nano-structured coatings are being developed around the suspension plasma spray (SPS) and solution precursor plasma spray (SPPS) processes. SPS and SPPS ...
The New Intelligent Shot Peening Machine by Progressive Surface
The Spring edition of The Shot Peener is a wonderful place to showcase new beginnings. Following a long, cold and dark winter season, everyone looks forward ...

Progressive for 50 Years: Projects That Defined Our Path
The Beginning Progressive opened in 1967 in Holland, Michigan, about 35 miles from our current location in Grand Rapids. The company was a small machine ...

Progressive Surface Introduces the LiquiEdge® Thermal Spray Shroud
Progressive Surface®, a global leader in automated surface treatment machinery and closed loop process controls, has introduced LiquiEdge®, a thermal spray torch attachment that can be ...

Small Hole Shot Peening Applications
Many rotating components have holes or slots that require shot peening for fatigue resistance and life enhancement. This discussion outlines a number of methods used ...

Progressive Adds New Abrasive Waterjet Cutting Capability
Progressive Surface is pleased to announce the addition of an Omax 60120 Waterjet Cutting System to our production capabilities. The Omax 60120 offers a large ...
100HE® Plasma System Used for SPS Coatings in the Electronics and Semiconductor Industries
Progressive Surface recently installed three 100HE® plasma spray systems for use in spraying coatings for the semiconductor industry. These systems are designed to spray very ...